
Überblick
Konzept

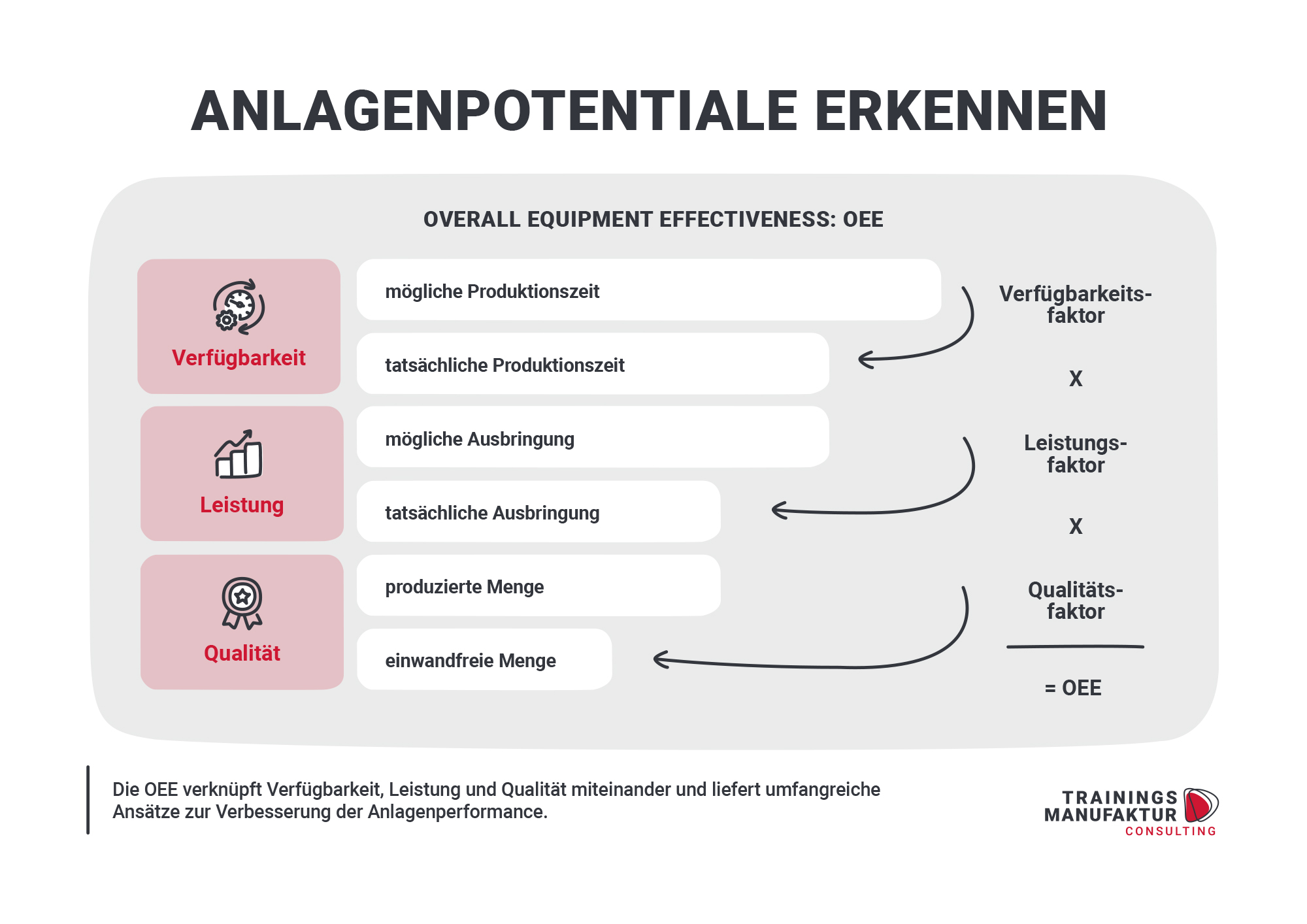
Dies können zum einen externe Faktoren wie beispielsweise gesetzliche Feiertage sein, an denen keine Produktion stattfindet, oder die Anlage ist aufgrund von Nachfragemangel nicht komplett ausgelastet. Hinzu kommen intern begründete Verfügbarkeitsverluste z.B. durch Instandhaltungsarbeiten oder Störungen an der Anlage.
Mehrwert
So wird die wöchentliche Putz- und Instandhaltungsschicht am Montagmorgen in eine Produktionsschicht umgedeutet, Stillstände von unter drei Minuten nicht als Taktzeitverringerung gewertet oder Nacharbeit als „normaler“ Bestandteil des regulären Produktionsprozesses definiert. Hier ist Rückgrat bei der Implementierung gefragt.

